In-line Color Monitoring of Plastics Compounds
Color is a critical product quality attribute for any plastics compound. The desired color is obtained when resin, additives, and pigments are mixed in an extruder in a melt-compounding process. Even slight variations of the chemical or physical properties of any of the components or in the process conditions can change the desired product’s color and concomitant material and energy waste.
Compounders continuously monitor extruder parameters such as viscosity, temperature, and pressure to minimize scrap and rework. In addition, thanks to in-line UV-Vis spectroscopy, it is now possible to measure in-line and real-time properties, such as color, haze, opacity, whiteness, yellowness, or the compound’s absorption and transmission values at any specific wavelength in the UV-Vis spectral range.
Why should you measure and control color in-line?
Making compounds from post-consumer recycled (PCR) plastics with specific color requirements is incredibly challenging because the color of the incoming PCR has high variability. Read this article in Equitech’s Knowledge Center to learn more about controlling color in recycled compounds.
In a traditional plastics compounding facility, color is measured using a laboratory spectrophotometer on a sample of the pelletized product pressed into a plaque. However, this process may introduce additional variables, take too long relative to production speeds, and is expensive. In addition, laboratory spectrophotometers cannot detect color changes as they occur nor point to the potential causes. By contrast, modern plastics compounding facilities are expanding their in-line measurement capabilities. In-line color spectrophotometers provide the polymer compounder with an invaluable tool for in-line alerts to color changes and, via appropriate analyses, hints as to why such changes have occurred so that the issues can be quickly corrected.
How does an in-line spectrophotometer measure color in plastics compounding?
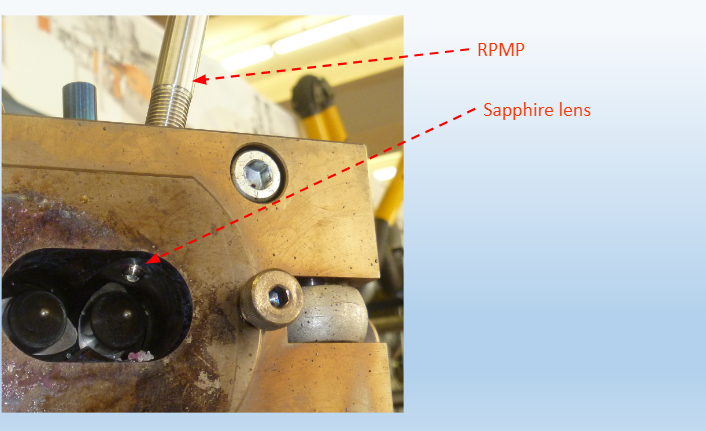
An in-line UV-Vis spectrophotometer measures color using a probe inserted into the polymer melt (as shown in Figure 1) and connected to the spectrophotometer by optical fibers. The probe and its lens must be suited to the harsh process conditions, including high temperature, high pressure, and friction from the melt flowing past the lens at the probe’s tip. The instrument can take measurements continuously, typically at intervals of 10 to 60 seconds. Measurements are made in real-time, without the time delay when a sample must be taken to a lab. The software analyzes the spectrophotometer’s measures and displays them as L*, a*, b*, and dE* values vs. time for the operator.
In-line color control reduces energy and material use
A color change or shift can indicate a deviation in feed rate or material characteristics, or that the extruder or process conditions have changed. An alarm can be set for an out-of-specification color measurement so that an operator can immediately identify and fix the problem, for example, by adjusting the color masterbatch feeder.
In an automated system, the color measurement software is linked to the feeder controller for closed-loop control using the L*, a*, or b* measurement. The controller can make corrections immediately, which reduces scrap and saves energy by avoiding the need for rework. In addition, closed-loop control may use color masterbatch more efficiently, which can save raw materials. Greater efficiency benefits both the manufacturer and the environment.
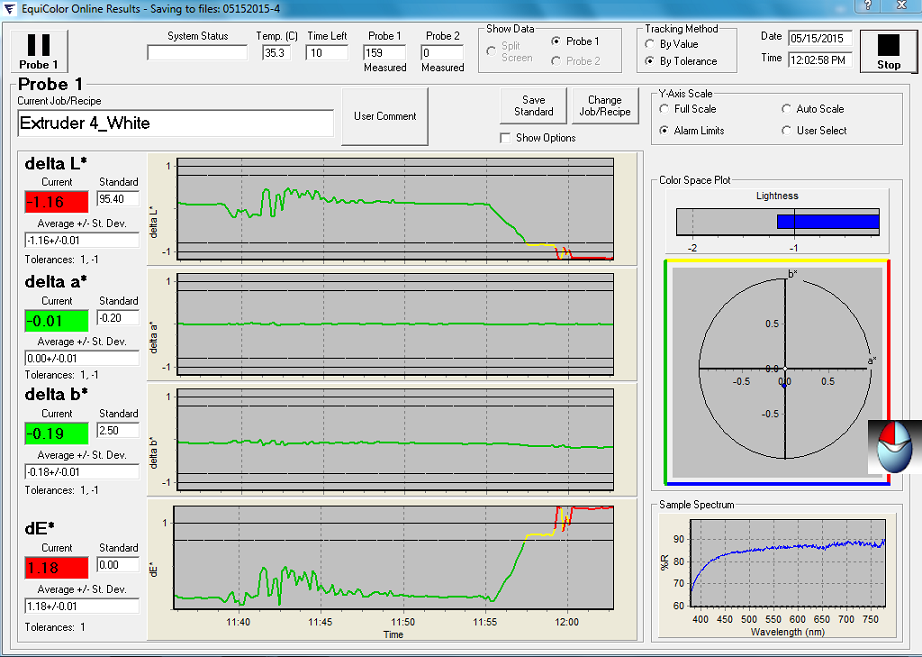
Figure 2 shows an example of a color compound being measured continuously. The software display shows the delta (d) from the specification. The spectrophotometer measures L*, a*, and b* in-line in the polymer melt, and dL*, da*, db*, and dE* are calculated and displayed. The green line indicates the measurements are within the upper and lower control limits (the horizontal black lines at 1 and -1). At 11:55, the dL* value begins to drop, and the resulting dE* value rises; 5 seconds later, it is outside the 1-sigma limit (shown by the yellow line) and shortly after out of the 2-sigma limit (indicated by the red line). An alarm sounds when this occurs so that the operator can act. In this case, the cause of the drop in dL* was the empty titanium dioxide feeder.
In-line measurement reduces start-up and transition scrap
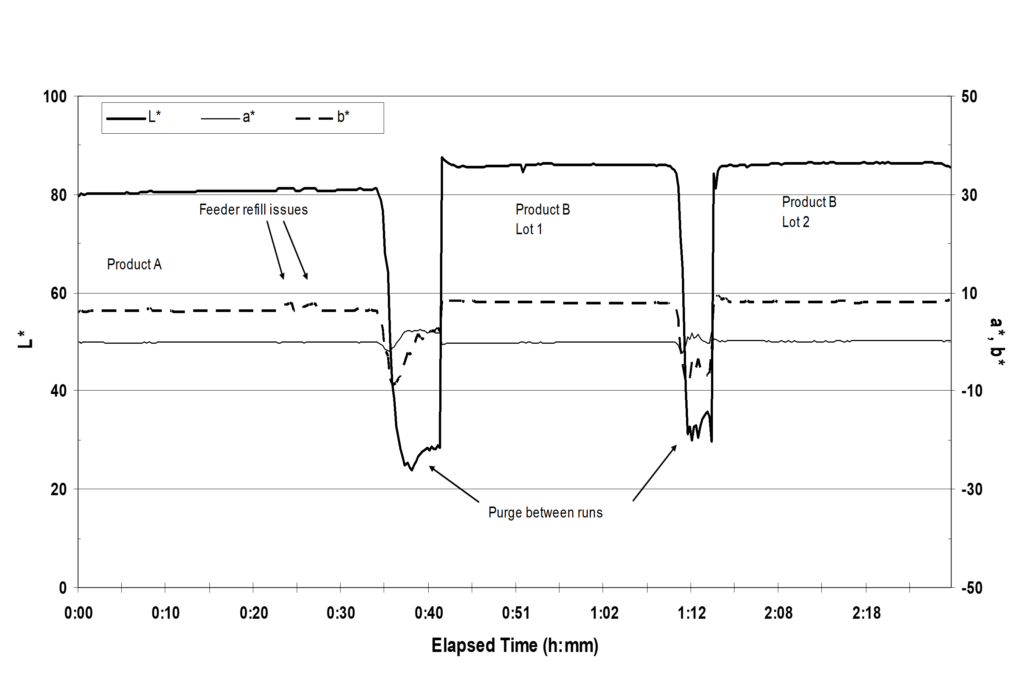
Another way real-time color measurement can reduce scrap is by tracking color at start-up and during transitions so that the product can be segregated more effectively based on these data. For example, in Figure 3, an in-line spectrophotometer measured L*, a*, and b* for two different compounds of white polypropylene (PP). Knowing when the purge material between the various lots of material has started and stopped allows the operator to separate only that material. Without the L* measurement to rely on, the operator would need to collect a considerable amount of material as scrap to ensure that no off-spec material was collected as a good product.
Because L*, a*, and b* are sensitive to changes in the feeder, the measurement can also be used to identify and troubleshoot feeder issues. For example, the two small perturbations in b* (shown in Figure 3) indicate a problem refilling a feeder.
In-line color measurement
Equitech’s In-line Process Spectrophotometer (IPS) measures color in-line in real-time, directly in the polymer melt. These real-time data can be used in closed-loop control for a more efficient process that reduces scrap and produces a higher-quality product. See “In-Line Color Measurement for Recycled Plastic.” to read more about how the EquiSpec IPS is used. Contact Equitech’s experts to learn how an in-line process spectrophotometer can benefit your operation.