IN-LINE Color Measurement In the Molten Polymer
INTRODUCTION
The extrusion of polymers is a very complex process subject to influence by raw material and equipment fluctuations and variations of process parameters such as temperature, pressure, and flow characteristics. All these factors affect the color of the extrudate.
Laboratory spectrophotometers cannot detect color changes as they occur nor point to the potential causes. In-line color spectrophotometers provide the polymer compounder with an invaluable tool for in-line alerts to color changes and, via appropriate analyses, hints as to why such changes have occurred so that the issues can be quickly corrected.
MASTERBATCH
A Masterbatch is a plastic resin (carrier) in which an additive or a pigment has been incorporated at high concentrations. The uniformity and color of the Masterbatch is affected by the distributive and dispersive forces.
COMPOUNDING
Plastics compounding is mixing or blending polymers with additives, fillers, and pigments to achieve specific properties, color, and performance requirements. This process is typically conducted in an extruder in the molten state to achieve a homogeneous blend. The extruder is used to determine the final form of the plastic product (pellets, fibers, tubes, profiles, sheets, etc.).
Monitoring the color of the extrudate serves as a detector that tells the producer whether the equipment, processing conditions, and raw materials are working in unison. It also allows operators to address in real-time any potential issues resulting in a more efficient operation, higher quality of the product, and minimization of plastic waste.
During the compounding process, plastics suffer several transformations that affect the final color of the product. For example, polymers can undergo molecular orientation when a melted polymer is sheared or stretched.
Amorphous and semi-crystalline polymers may not take pigmentation or be allowed to be colored because many colorants are natural nucleating agents, and nucleation changes the crystal structure of the material.
The molecular weight also influences the behavior of a polymer when specific colors are added. For example, translucent colors can be achieved with dyes that are potentially less intrusive to the polymer structure than pigments. In contrast, pigments consist of particles, and their size and distribution affect the material’s performance.
Polymers can also degrade, decompose, and oxidize when overexposed to processing conditions (in both cases, yellowing may occur).
Criteria that affect the Appearance of Color in Plastics
· Illumination
· Base color of the polymer
· Colorants and their combinations
· Additives and fillers
· Degree of dispersion
· Measurement temperature
· Process parameters
PRODUCT VS. PROCESS QUALITY CONTROL
In product control, a technique known as Acceptance Sampling is used whereby the acceptance of the entire lot depends on the acceptance of a small sample. The problem with this approach is that we only react when the product is out of specification.
In process control, the quality of the product is controlled while the products are in production. This approach allows the operator to take immediate action when the color of the extrudate is not correct. The compounding process can be monitored by using the Reflection Polymer Melt Probe (RPMP) (Fig. 2)
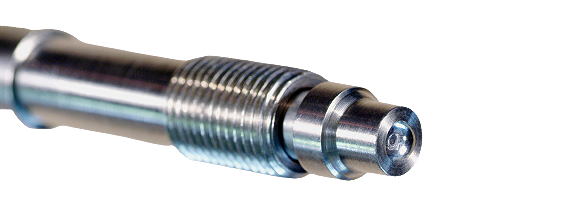
REFLECTION POLYMER MELT PROBE (RPMP)
The RPMP is a fiber optic probe that illuminates the sample and transports the signal to the analyzer (Fig 2).
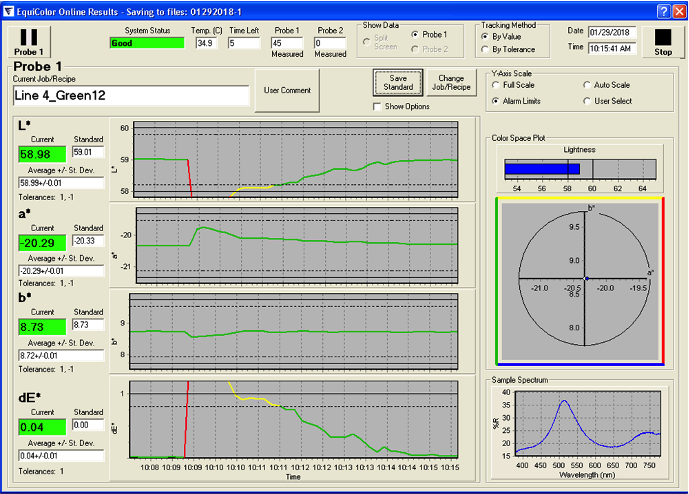
Illumination of the plastic melt through the sapphire window is achieved by 6 circumferentially-positioned glass fibers, which convey the light of a xenon flash lamp. The reflection from the illuminated surface is detected by one center-positioned optical fiber. The spectrophotometer then interprets this reflected light. Color values such as L*, a*, b*, and others are calculated from this spectral curve and displayed as trend charts in EquiColor (Fig. 3).
Complete documentation is possible with the in-line measurements in the polymer melt. When color variations occur, the operator can intervene immediately.
Continuous real-time measurement allows for confirmation to the operator that the extruded plastic has a consistent color that indicates that the product has been adequately mixed. Also, with the Equitech measurement, residence time can be determined.
CONTACT US
Equitech Int’l Corporation
7711 Idlewild Road
Indian Trail, NC 28079
Tel (704) 882-4624
info@equitechintl.com
equitechintl.com
USER BENEFITS
- Real-time information about process stability & quality
- Impact of speed changes on the quality of the extrusion
- Controlled color changes: start phase, end of a run
- Avoid off-specification batches & waste production
- Detection of dosage elevations
- Optimized recipe formulation & process design