IN-LINE COLOR MEASUREMENT OF VINYL SIDING
INTRODUCTION
Vinyl siding is an engineered product made primarily from polyvinyl chloride (PVC) resin. Vinyl siding consists of two layers: the capstock and the substrate. The capstock carries the pigment and provides resistance to UV light. Vinyl siding is used as an exterior cladding in houses and small apartment buildings and provides weatherproofing to the dwelling. Vinyl siding is chosen because of its durability and ease of installation over other materials. In addition, it is easy to clean, does not warp and it is not susceptible to termite infestation.

Vinyl siding is available in many colors and textures. However, because it is normally exposed to the elements, vinyl siding colors will fade over time. Most manufacturers offer 50-year warranties that their products are fade resistance over that period of time. While light and pastel colors can easily meet this hurdle, darker colors tend to fade more than lighter ones.
PROCESS MONITORING
Vinyl siding is manufactured in a co-extrusion process that can suffer from variabilities caused by both the raw materials and the equipment. Raw materials, such as titanium dioxide, pigments, fillers, lubricants, etc., change from lot to lot affecting the composition of the final product.
Extruders, feeders, heaters, pullers, blenders, vacuum pumps, and other equipment used in the co-extrusion process, directly affect process parameters such as temperature, pressure, production speed and ultimately, color.
A continuous process that suffers from such variabilities cannot be adequately monitored by a sampling ‘batch method’ that takes a long period of time and provides no accountability for what happens in the process in between sampling points.
The delay between taking a sample and possibly adjusting the process translates into significant waste of material and energy. Worse yet, with the traditional batch method only a single measurement is generated during each sampling period with no accountability for what happens in the process in between sampling points. The process is essentially running blind.
INNOVATION
Color values are good indicators of process quality. All parameters in the production process (temperature, pressure, production speed, feeders, pumps, etc.) have a direct impact on color values.
Equitech’s In-Line Process Spectrophotometer (IPS) makes possible continuous color measurement directly in the process. The IPS consists of a spectrophotometer and a touch screen industrial computer integrated in a NEMA4 stainless steel box. The IPS is designed and equipped specifically for use in the production environment. The IPS also contains a thermoelectric cooling and heating device to keep the temperature inside the box at a constant level.
The IPS uses fiber optics and probes to illuminate the sample and transport the signal back to the analyzer. For vinyl siding color measurement, customers have a choice of probes for contact or non-contact measurement.
CONTACT MEASUREMENT
For those customers wanting to measure directly in the polymer melt before the extrudate is formed, Equitech offers the Reflection Polymer Melt Probe (RPMP).
The RPMP is installed in the exit (adapter) of the capstock extruder using a 1⁄2”-20 UNF thread (type Dynisco®) where it enters in direct contact with the melt stream.
The RPMP consists of the threaded body, optical fibers and sapphire lens. The sapphire lens on the tip of the probe is the observation window and is very well suited to the harsh extrusion conditions (high temperature, pressure and friction). The self-cleaning function of the sapphire is ensured by the shear force of the material flow.
NON-CONTACT MEASUREMENT
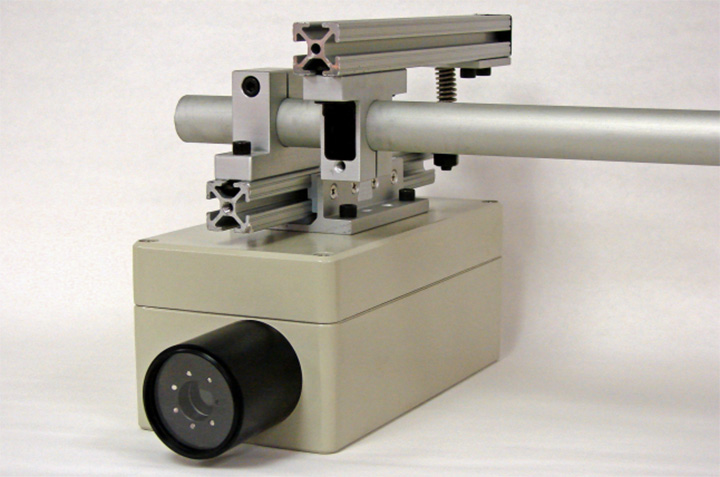
For those customers that prefer to measure color directly on the extruded shape (vinyl siding), Equitech offers the Large Area Surface Probe (LASP).
The LASP can be mounted over the extruded vinyl siding. It measures color without contacting the product. The probe measures the diffusely scattered component of the light reflected from the vinyl siding while ignoring the specular components. Because it is ‘blind’ to the specular reflection, this probe may be used to measure the color of a glossy surface, while being insensitive to the ‘gloss’ or ‘shine’.

USER BENEFITS
• Comprehensive quality audit trail of final product
• Feedback loop for L* closed loop control via feeder
• Impact of speed changes on the quality of the extrusion
• Controlled color changes: start phase, end of run
• Avoidance of off-spec batches
• Adjustment and fine tuning of recipes
• Reduce costs – higher ROI
CONTACT US
Equitech Int’l Corporation
7711 Idlewild Road, Indian Trail, NC 28079
Tel +1-704-882-4624
info@equitechintl.com
equitechintl.com