IN-LINE COLOR MEASUREMENT OF VINYL Flooring
INTRODUCTION
Most modern vinyl floorings are composite materials containing, in addition to polyvinyl chloride (PVC), several other plastic resins, fiberglass, mineral fillers, plasticizers, print films, pigments, etc.
Vinyl flooring is composed of four or more layers of material that are co-extruded or ‘sandwiched” together to form vinyl tiles or rolls that, when brought together, can imitate hardwood or ceramic tiles. These layers are the performance wear layer, the decorative film layer, the core layer, and the backing layer.
The wear layer forms a clear, protective film that makes the vinyl flooring water-resistant. The material used for this layer is typically a polyurethane sealant. The thickness of the wear layer determines the vinyl flooring’s durability.

The print layer is what gives vinyl flooring is attractive appearance. The print layer is a thin film decorated with the desired flooring pattern that shows through the clear wear layer. Vinyl flooring’s advantage over any other material is that it can be made to look like almost any other material thanks to the advances in printing technology or rotogravure. Some manufacturers have replaced the printed layer with a core layer that has full-depth colors and patterns. During the 1970s, producers introduced to the market a new type of vinyl flooring known as Luxury Vinyl Flooring (LVF) and Luxury Vinyl Plank (LVP), designed to simulate the look of wood, stone, ceramic, etc.
The core is manufactured of stone plastic composite (SPC) or wood plastic composite (WPC); the former is harder, more compact, and more durable. The underlayment is made of fiber, felt, rubber, or foam. The primary function of the underlayment is to provide additional cushioning, insulation, sound absorption, and durability.
COLOR VARIATION
Vinyl flooring is manufactured in a co-extrusion process that can suffer from variabilities caused by both the raw materials and the equipment. Raw materials, such as calcium carbonate, glass fiber, plasticizers, mineral fillers, printed films, etc., change from lot to lot, affecting the final product’s composition.
Extruders, feeders, heaters, pullers, blenders, vacuum pumps, and other equipment used in the co-extrusion and rotogravure processes directly affect process parameters such as temperature, pressure, production speed, printed patterns, and, ultimately, color.
Color values are good indicators of process quality. All parameters in the production process (temperature, pressure, production speed, feeders, pumps, etc.) have a direct impact on color values.
IN-LINE COLOR MEASUREMENT
Equitech’s In-Line Process Spectrophotometer (IPS) makes possible continuous color measurement directly in the process.
The IPS consists of a spectrophotometer and a touchscreen industrial computer integrated into a NEMA4 stainless steel box. The IPS is designed and equipped specifically for use in the production environment. The IPS also contains a thermoelectric cooling and heating device to keep the temperature inside the box at a constant level. The IPS uses fiber optics and probes to illuminate the sample and transport the signal back to the analyzer. For vinyl siding color measurement, customers have a choice of probes for contact or non-contact measurement.
REAL-TIME COLOR DATA
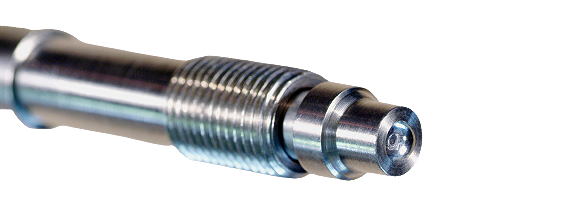
The Reflection Polymer Melt Probe (RPMP) (FIG. 2) allows producers to measure color directly in the polymer melt.
The RPMP is installed in the extruder’s exit (adapter) using a ½”-20 UNF thread (type Dynisco®), where it enters in direct contact with the melt stream (FIG. 3)
The RPMP consists of a threaded body, optical fibers, and a sapphire lens. The sapphire lens on the tip of the probe is the observation window and is very well suited to harsh extrusion conditions (high temperature, pressure, and friction). The shear force of the material flow ensures the self-cleaning function of the sapphire.
USER BENEFITS
• Comprehensive quality audit trail of the final product
• Feedback loop for L* closed-loop control via feeder
• Impact of speed changes on the quality of the extrusion
• Controlled color changes: start phase, end of a run
• Avoidance of off-spec batches
• Adjustment and fine-tuning of recipes
• Reduce costs – higher ROI
CONTACT US
Equitech Int’l Corporation
7711 Idlewild Road, Indian Trail, NC 28079
Tel +1-704-882-4624
info@equitechintl.com
equitechintl.com