IN-LINE COLOR MEASUREMENT in recycled Plastics
INTRODUCTION
Plastics extrusion is a continuous unit operation where raw plastic resin is melted, mixed with additives, and formed into a continuous profile.
The extrusion process is used to manufacture pipe, tubing, weatherstripping, fencing, decking, railings, window frames, films, sheets, etc. It is also used to produce a polymer compound and/or a Masterbatch.
In the extrusion process, the material is gradually melted by the mechanical energy generated by turning screws and by heaters arranged along the barrel. The molten polymer is then forced into a die, which shapes the polymer into a shape that hardens during cooling.
Extrusion of polymers is a very complex process subject to influence by raw material and equipment fluctuations, and process parameters such as temperature, pressure, and flow characteristics. All these factors result in the modification to the color of the extrudate.


EQUISPEC IPS
Equitech’s In-Line Process Spectrophotometer (IPS) (FIG 1) makes possible continuous color measurement directly in the process.
The IPS consists of a spectrophotometer and a touch screen industrial computer integrated in a NEMA4 stainless steel box. The IPS is designed and
equipped specifically for use in the production environment. The IPS also contains a thermoelectric cooling and heating device to keep the temperature
inside the box at a constant level.
The IPS is triggered for measurement every 1 to 30 seconds allowing for 100% inspection of the plastics extrudate. The calibration of the spectrophotometer is
designed specifically for the demands of the operation.
With the in-line measurements taking place directly in the polymer melt, not only is complete documentation possible, but when color variations occur, immediate intervention can take place.
Continuous real-time measurement allows for confirmation to the operator that the extruded plastic has a consistent color that indicates that the product has been properly mixed. Also, with the Equitech measurement, residence time can be determined.
REFLECTION POLYMER MELT PROBE (RPMP)
The RPMP is a fiber optic probe that illuminates the sample and transports the signal back to the analyzer (Fig. 3 and 4).
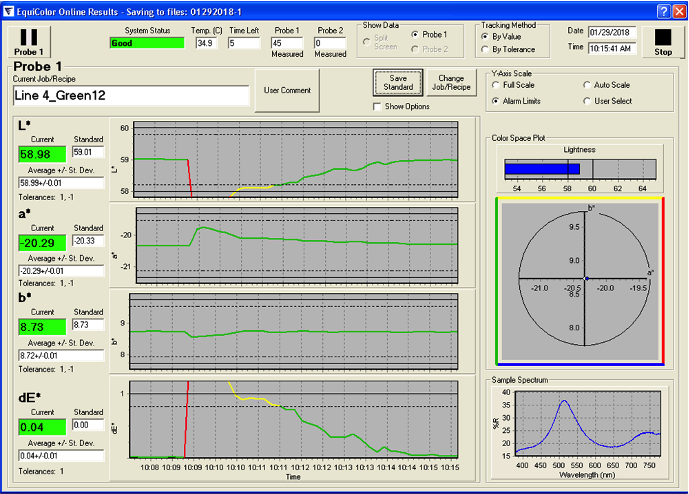
Illumination of the plastic melt through the sapphire window is achieved by 6 circumferentially-positioned glass fibers, which convey the light of a xenon flash lamp. The reflection from the illuminated surface is detected by one center-positioned optical fiber. The spectrophotometer then interprets this reflected light. Color values such as L*, a*, b*, and others are calculated from this spectral curve and displayed as trend charts in EquiColor (Fig. 5).


OFF-LINE VS. CONTINUOUS MEASUREMENT
The typical procedure for off-line measurements:
• Manually take a sample from the process
• Send/take the sample to the laboratory
• Perform ‘off-line’ measurements in the lab
• Report the results to the Production Department
• Decide on a process adjustment
• Repeat the above 5 steps if necessary
The delay between sampling and obtaining the results from the laboratory can be time-consuming. A significant disadvantage is that only a single measurement is generated in this period, and the quality of the color before and after the sampling point is unknown.
Complete documentation is possible with the in-line measurements taking place directly in the polymer melt, and immediate intervention can occur when color variations occur.
Continuous real-time measurement allows for confirmation to the operator that the extruded plastic has a consistent color that indicates that the product has been adequately mixed. Also, with the Equitech measurement, residence time can be determined.
USER BENEFITS
•Comprehensive quality audit of final product
•Feedback loop for L* closed loop control via feeder
•Impact of speed changes on the quality of the extrusion
•Controlled color changes: start phase, end of run
•Avoidance of off-spec batches
•Adjustment and fine tuning of recipes
•Reduce costs – higher ROI
CONTACT US
Equitech Int’l Corporation
7711 Idlewild Road, Indian Trail, NC 28079
Tel +1-704-882-4624
info@equitechintl.com
equitechintl.com